
Часто задаваемые вопросы, причины и меры по устранению неисправностей на месте для полностью автоматической упаковочной машины для порошковых препаратов в водорастворимой пленке (универсальная вертикальная/с подачей пакетов)
2026-06-12
Часто задаваемые вопросы, причины и меры по устранению неисправностей на месте для полностью автоматической упаковочной машины для порошковых препаратов в водорастворимой пленке (универсальная вертикальная/с подачей пакетов)
I. Проблемы с подачей/натяжением пленки (наиболее частые)
1) Смещение пленки, перекос влево/вправо
Причины:
• Рулон пленки установлен неровно, ось смещена
• Направляющие ролики не параллельны, подшипники заклинивают
• Натяжение то ослабевает, то усиливается
• Смещение формовочного устройства (мешкоформирователя), наличие заусенцев
Меры:
• Переустановить рулон пленки, обеспечить горизонтальное положение оси
• Выровнять все направляющие ролики, обеспечить их плавный ход
• Натяжение: умеренное, ближе к слабому (водорастворимая пленка легко растягивается)
• Очистить формовочное устройство, удалить заусенцы, выровнять по центру
2) Проскальзывание пленки при протягивании, нестабильная подача
Причины:
• Износ прижимных валиков, загрязнение порошком
• Сильный статический заряд на поверхности пленки, прилипание к валикам
• Слишком сильное натяжение, растяжение и деформация пленки
Меры:
• Очистить прижимные валики, при износе заменить
• Включить ионный вентилятор для устранения статического заряда
• Уменьшить натяжение, чтобы предотвратить растяжение пленки
3) Разрыв пленки, склонность к разрывам
Причины:
• Слишком высокое натяжение
• Слишком высокая температура, размягчение пленки
• Наличие острых углов и заусенцев на направляющих роликах/формовочном устройстве
• Впитывание влаги пленкой/хрупкость из-за пересушивания
Меры:
• Уменьшить натяжение на 10–20%
• Температура в зоне сушки ≤60℃
• Зашлифовать заусенцы, нанести защитное покрытие для предотвращения царапин
• Влажность в цехе 45%–60%, чтобы пленка не стала хрупкой
II. Проблемы с запечатыванием (высыпание порошка, разрыв пакета, пожелтение)
1) Неплотное запечатывание, высыпание порошка (наиболее серьезный случай)
Причины:
• Низкая температура термосварки (для водорастворимой пленки обычно 135–145 °C)
• Недостаточное давление, недостаточное давление в пневмоцилиндре
• Порошок или масляные загрязнения на поверхности запечатывания
• Пленка впитала влагу, термосварка стала липкой
Меры:
• Повысить температуру на 5–10 °C (не превышать 150 °C)
• Давление воздуха ≥0,5 МПа, отрегулировать давление запечатывания
• Протереть термосварочный нож спиртом, очищать после каждой смены
• Контролировать влажность в цехе, хранить пленку в герметичной упаковке
2) Пожелтение и хрупкость запечатывания
Причины:
• Слишком высокая температура, длительное время
• Недостаток борной кислоты/антиоксидантов в пленке
• Сильная щелочность порошковых веществ (например, дезинфицирующего порошка)
Меры:
• Снизить температуру до 130–140 °C, сократить время термосварки
• Заменить пленку на водорастворимую, устойчивую к щелочам и пожелтению (без бора)
• Добавить в рецептуру антиоксиданты 245/1010
3) Прожигание и разрывы пленки в месте запайки
Причины:
• Слишком высокая температура, слишком высокое давление
• Термозапайный нож неровный, с выпуклостями
Меры:
• Снизить температуру и давление
• Отшлифовать термозапайный нож до ровности, проверить ровность
III. Проблемы с дозированием/подачей материала (неточность веса, забивание)
1) Неравномерная подача материала, забивание
Причины:
• Поглощение влаги порошком и образование комков
• Шероховатая внутренняя поверхность бункера, образование мостиков
• Налипание порошка на шнеке/выпускном отверстии
Меры:
• Просушить порошок, влажность ≤8%
• Отполировать бункер, использовать вибрацию для разрушения мостиков
• Очистка шнека мягкой щеткой, запрет на использование жестких металлических скребков
2) Большие отклонения веса (то больше, то меньше)
Причины:
• Плохая сыпучесть порошка, колебания плотности
• Износ шнека, увеличение зазора
• Дрейф датчика дозирования, вибрационные помехи
Меры:
• Добавление в порошок антислеживающего агента (газообразный диоксид кремния)
• Замена изношенного шнека
• Калибровка веса в каждой смене, демпфирование и фиксация датчика
3) Сильное запыление, высыпание
Причины:
• Большой зазор между выпускным отверстием и горловиной мешка
• Недостаточная очистка от пыли с помощью отрицательного давления
• Слишком мелкий порошок, разлет порошка из-за статического электричества
Меры:
• Уменьшение зазора выпускного отверстия, установка мягких бортиков
• Включить пылеудаление с помощью отрицательного давления, увеличить расход воздуха
• Добавить антистатический агент в порошок, удалить статическое электричество с поверхности пленки
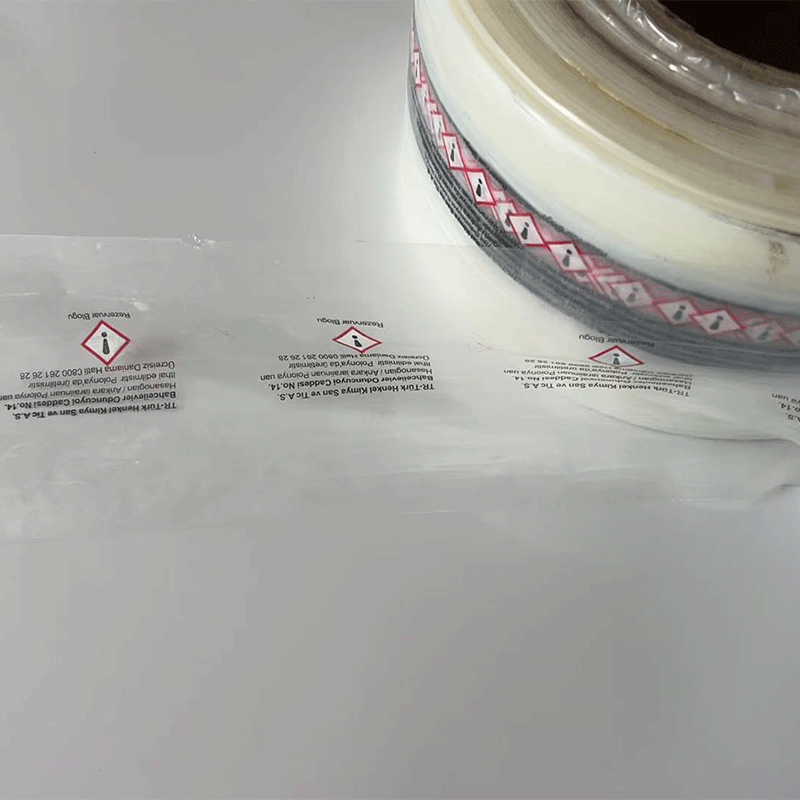
IV. Проблемы с фотоэлементами/изготовлением мешков (неточная резка мешков, сбой слежения за цветовыми метками)
1) Неточное слежение за цветовыми метками, смещение при резке мешков
Причины:
• Загрязненные фотоэлементы, неправильная чувствительность
• Нечеткие цветовые метки, неравномерное расстояние между ними
• Колебания натяжения пленки, проскальзывание
Меры:
• Протереть фотоэлемент спиртом, отрегулировать чувствительность
• Заменить пленку с четкими цветовыми метками
• Стабилизировать натяжение, предотвратить проскальзывание
2) Мешки перекошены, много складок
Причины:
• Неправильный угол наклона формовочного устройства, смещение положения
• Неравномерное натяжение, то слишком тугое, то слишком слабое
• Пленка намокла, размягчилась и сморщилась
Меры:
• Отрегулировать формующий механизм, выровнять по центру
• Тонко настроить равномерное натяжение
• Контролировать влажность в цехе, хранить пленку в герметичной упаковке
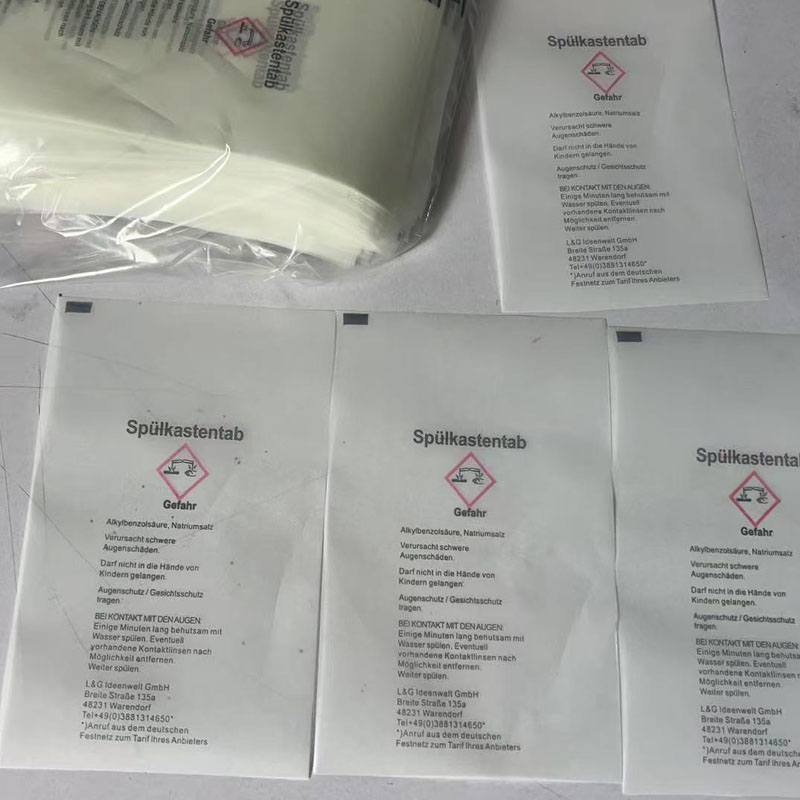
V. Проблемы с готовой продукцией (слипание пакетов, труднорастворимость, разрывы пакетов)
1) Готовые пакеты слипаются, не открываются
Причины:
• Пленка впитала влагу, остатки термосварки
• Влажность в цехе >65%
• Недостаток смазочного средства на пленке
Меры:
• Хранить готовую продукцию в герметичной упаковке при влажности 40%–60%
• Добавить в состав пленки гидрофобный тальк и моноглицериды
• Снизить температуру термосварки, уменьшить слипание краев
2) Водорастворимая пленка плохо растворяется/не растворяется при контакте с водой