
Производство упаковочной пленки: эффективные решения для бизнеса
2026-04-10
Производство упаковочной пленки — не просто этап цепочки поставок. Это точка, где решается, выдержит ли товар транспортировку, сохранит ли продукт свежесть в течение трёх недель, и заметит ли покупатель ваш бренд среди десятка аналогов на полке. Мы запускали более 40 линий для клиентов из России, Казахстана и Беларуси. В каждом случае ключевым оказалось не «сколько метров в минуту», а «какая пленка исчезнет из упаковки ровно тогда, когда нужно».
Почему стандартные решения часто проваливаются
Многие заказчики приходят с запросом «нужна пленка для упаковки». Но уже на первом совещании выясняется: у них нет чёткой технической спецификации. Они не знают, что толщина 12 мкм подойдёт для печати, но не выдержит натяжения на скорости 80 м/мин. Не учитывают, что коэффициент скольжения 0,35 — это норма для пищевой автоматической упаковки, а 0,22 вызовет заклинивание в формовочно-запайной машине. Мы видели, как клиенты теряли 17% продукции из-за статического электричества на пленке, которую не обработали антистатиком до намотки. Или как партия пленки от другого поставщика расслоилась при +35 °C в крытом складе — потому что использовали вторичный ПЭ без модификаторов термостойкости.
Решение начинается с трёх параметров:
- Тип нагрузки: ударная, растягивающая, циклическая (например, при штабелировании)
- Условия хранения: температурный диапазон, влажность, прямой солнечный свет
- Совместимость с оборудованием: тип машины (VFFS, HFFS), скорость, материал роликов, система натяжения
Как мы проектируем производство — шаг за шагом
На заводе ООО Чжучжоу Ланьхай Упаковка в районе Тяньюань (город Чжучжоу, провинция Хунань) мы не делаем «одну пленку на всё». У нас четыре базовых композиции: LDPE для мягкого вакуумирования, LLDPE с повышенным удлинением при разрыве, многослойный PE/PA для замороженных продуктов и водорастворимая пленка PVA для моющих средств. Каждая проходит испытания на растяжение (по ГОСТ 10007–2015), прокол (ASTM D3420), светопропускание (ISO 13468) и адгезию к чернилам.
Когда клиент присылает образец своей старой пленки, мы делаем обратный инжиниринг: анализируем состав на FTIR-спектрометре, проверяем распределение толщины по ширине ленты (±1,2 мкм — наш допуск), замеряем поверхностное натяжение (Дин/см). Только после этого подбираем режим экструзии: температура головки — от 210 до 245 °C, скорость охлаждения барабана — 18–22 м/мин, давление воздушного кольца — 0,12–0,18 МПа. Один неверный параметр — и пленка будет «плавать» на линии или даст морщины при запайке.
Что реально экономит деньги — и что только кажется выгодным
Некоторые считают, что дешевле купить пленку с низким содержанием добавок. Но на практике это увеличивает простои: каждые 90 минут оператору приходится очищать загрязнённые ролики. Средняя стоимость одного простоя — 2 800 рублей. За месяц — 336 000 рублей. Мы используем только стабилизаторы на основе кальция-цинка (не свинец), которые снижают налипание на 60% и продлевают срок службы формующей матрицы на 4 месяца.
Ещё один миф — «чем толще пленка, тем надёжнее». На самом деле, при толщине свыше 35 мкм растёт риск образования «морщин-гармошки» при формировании пакета. Для большинства товаров оптимальна толщина 18–25 мкм. Мы фиксируем её лазерным толщиномером каждые 3 секунды в процессе намотки. Отклонение больше ±0,8 мкм — брак.
Производство упаковочной пленки — это не закупка, а партнёрство
Мы не отправляем пленку «и пусть клиент сам разбирается». Каждый заказ включает:
- Техническое сопровождение на месте: наш инженер настраивает параметры на вашем оборудовании в течение двух рабочих дней
- Пробные партии: 300 кг с полным протоколом испытаний — до подписания основного контракта
- Гарантия стабильности: если параметры отклоняются более чем на 5% от заявленных — перепроизводство за наш счёт
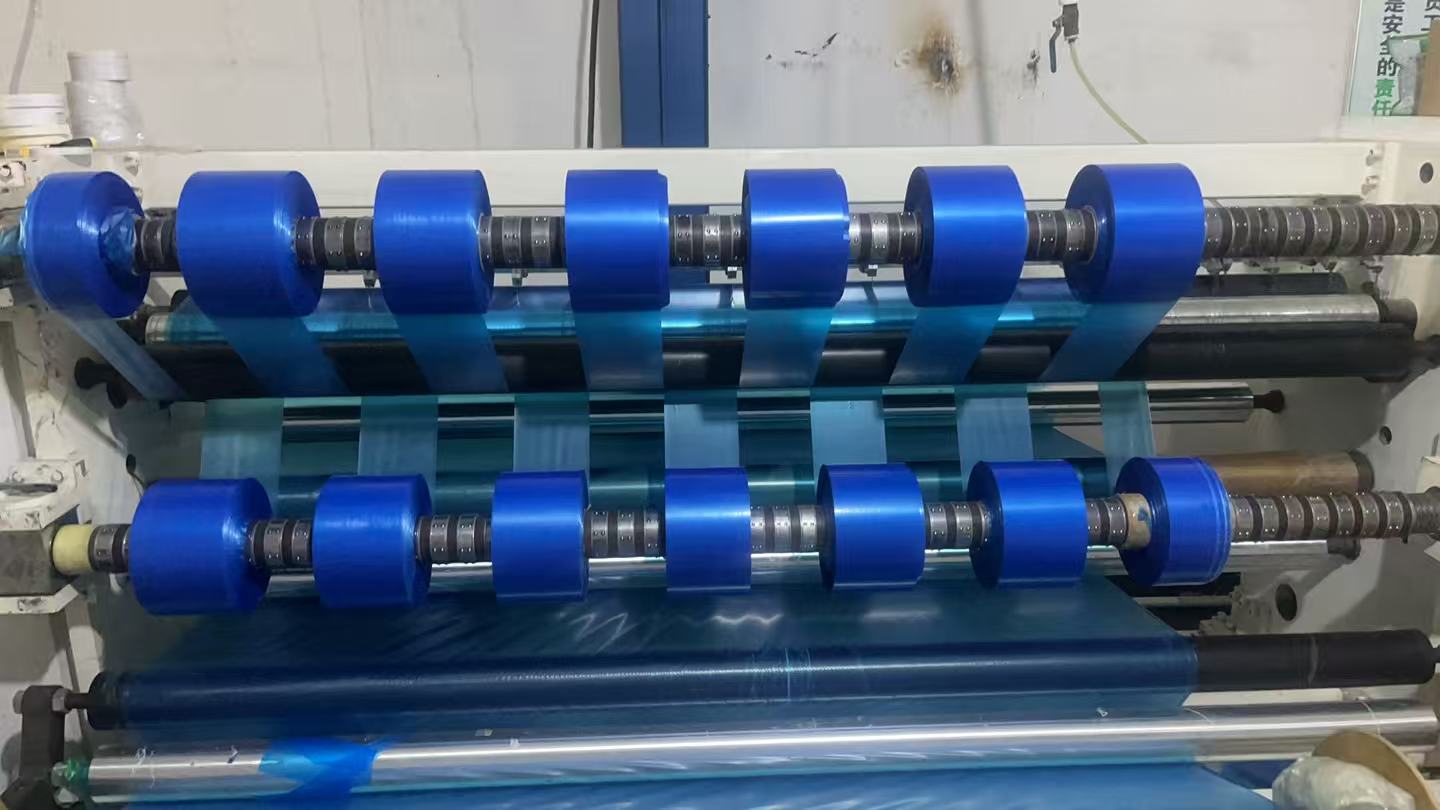
Завод площадью более 10 000 м² в промышленном парке Синма Дзингу оснащён четырьмя экструзионными линиями с системами автоматической коррекции толщины и двумя лабораториями контроля качества. Мы работаем напрямую — без посредников, без наценок на логистику через третьи страны. Срок поставки в Москву — 18–22 дня. Минимальный объём — 500 кг. Все сертификаты соответствия, включая Роспотребнадзор и ЕАЭС, доступны в электронном виде.
Производство упаковочной пленки требует не просто оборудования, а понимания того, как материал поведёт себя в реальных условиях — при вибрации в фургоне, при резком перепаде температур в гипермаркете, при контакте с маслянистыми продуктами. Мы строим решения, а не рулоны. Если ваша пленка рвётся, морщится или не даёт чёткой печати — это не особенность процесса. Это сигнал к пересмотру технического задания. Начните с анализа — и вы сэкономите не тысячи, а десятки тысяч рублей в год.