
Производство водорастворимой пленки: технологии и решения для бизнеса
2026-04-05
Производство водорастворимой пленки — не просто технологический процесс. Это баланс между точностью полимерной формулы, стабильностью экструзии и реальными условиями эксплуатации на упаковочном участке. Мы запускали три линии за последние семь лет. На первой — перегрев матрицы снизил прозрачность на 12 %. На второй — неправильный режим сушки дал отслоение при хранении выше 60 % влажности. Третья работает без простоев уже 28 месяцев. Вот что мы знаем точно.
Как формируется качество: от гранулы до рулона
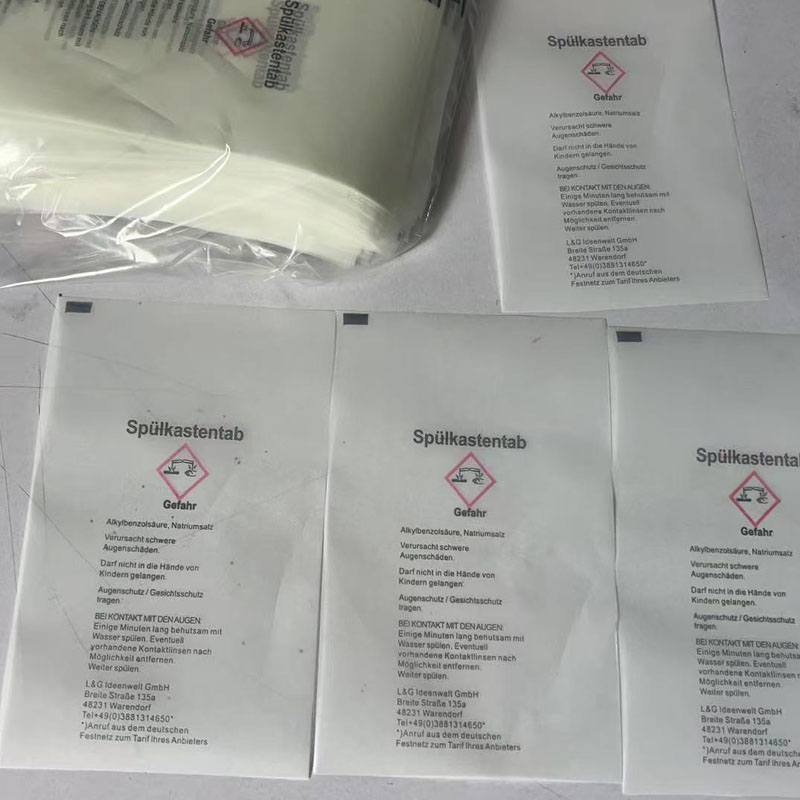
Водорастворимая пленка начинается не с экструдера, а с компаундирования. Поливиниловый спирт (PVA) — основа, но его молекулярная масса, степень омыления и содержание пластификаторов задают всё: скорость растворения, прочность на разрыв, температуру плавления. Мы используем PVA с показателем омыления 87–89 % — он сохраняет целостность при транспортировке, но полностью исчезает в воде при +25 °C за 9–14 секунд. Ниже — риск преждевременного набухания. Выше — требует подогрева воды до +40 °C, что неприемлемо для бытовых моющих средств.
Экструзия проходит в двухзонном режиме: зона плавления (175–185 °C), зона выдавливания (160–168 °C). Критично — перепад не более 7 °C. При большем разбросе появляются микропузыри и неоднородная толщина. Стандартная толщина для моющих таблеток — 38–42 мкм. Для промышленных дозаторов — 55–65 мкм. Отклонение свыше ±2,5 мкм ведёт к сбоям в автоматической укладке.
Охлаждение — не просто «пропустить через ролики». Здесь нужен контролируемый воздушный поток с влажностью 45–52 % и температурой +18…+20 °C. При сухом воздухе пленка теряет пластичность. При влажном — склеивается в рулоне. Мы фиксируем параметры каждые 15 минут. Один пропуск — и партия отправляется на повторную сушку или переработку.
Почему 80 % заказчиков ошибаются на старте
Некоторые считают: «Куплю экструдер — и сразу начну выпускать». Но ключевая проблема — не оборудование, а контроль среды. В одном из цехов в Подмосковье мы обнаружили перепад температуры между утренней и вечерней сменой — 9 °C. Результат: 37 % брака в первую неделю. Решение — не новая машина, а климат-контроль с точностью ±0,5 °C и влажностью ±3 %.
Вторая типичная ошибка — игнорирование совместимости с наполнителем. Пленка должна «не мешать» активным веществам. Мы тестировали 14 составов моющих средств: три вызвали помутнение пленки через 48 часов, один — частичное выщелачивание PVA. Всё это выявляется только в реальных ускоренных испытаниях: 7 дней при +40 °C и 75 % RH.
Третья — недооценка требований к рулону. Ширина 1200 мм? Да. Но допуск по натяжению — не ±5 Н, а ±1,2 Н. Иначе при намотке возникает «волна» или «складка», которую не видно невооружённым глазом, но которая ломает дозатор на линии упаковки. Мы измеряем натяжение лазерным датчиком перед каждой намоткой.
Что даёт вертикальная интеграция производства
Компания ООО Чжучжоу Ланьхай Упаковка запустила собственный цех синтеза модифицированных PVA в 2019 году. Это позволило отказаться от закупки базовых полимеров у третих поставщиков и сократить цикл от заказа до отгрузки с 32 до 11 рабочих дней. Но главное — возможность оперативно корректировать состав под задачу клиента.
- Для порошковых удобрений — добавляем гидрофобный модификатор, снижающий чувствительность к конденсату в бункере
- Для медицинских стерилизационных пакетов — вводим антистатик на основе аминокислот, исключающий искрение при вскрытии
- Для рыболовных приманок — усиливаем эластичность за счёт полиэтиленгликоля с ММ 600, а не 400
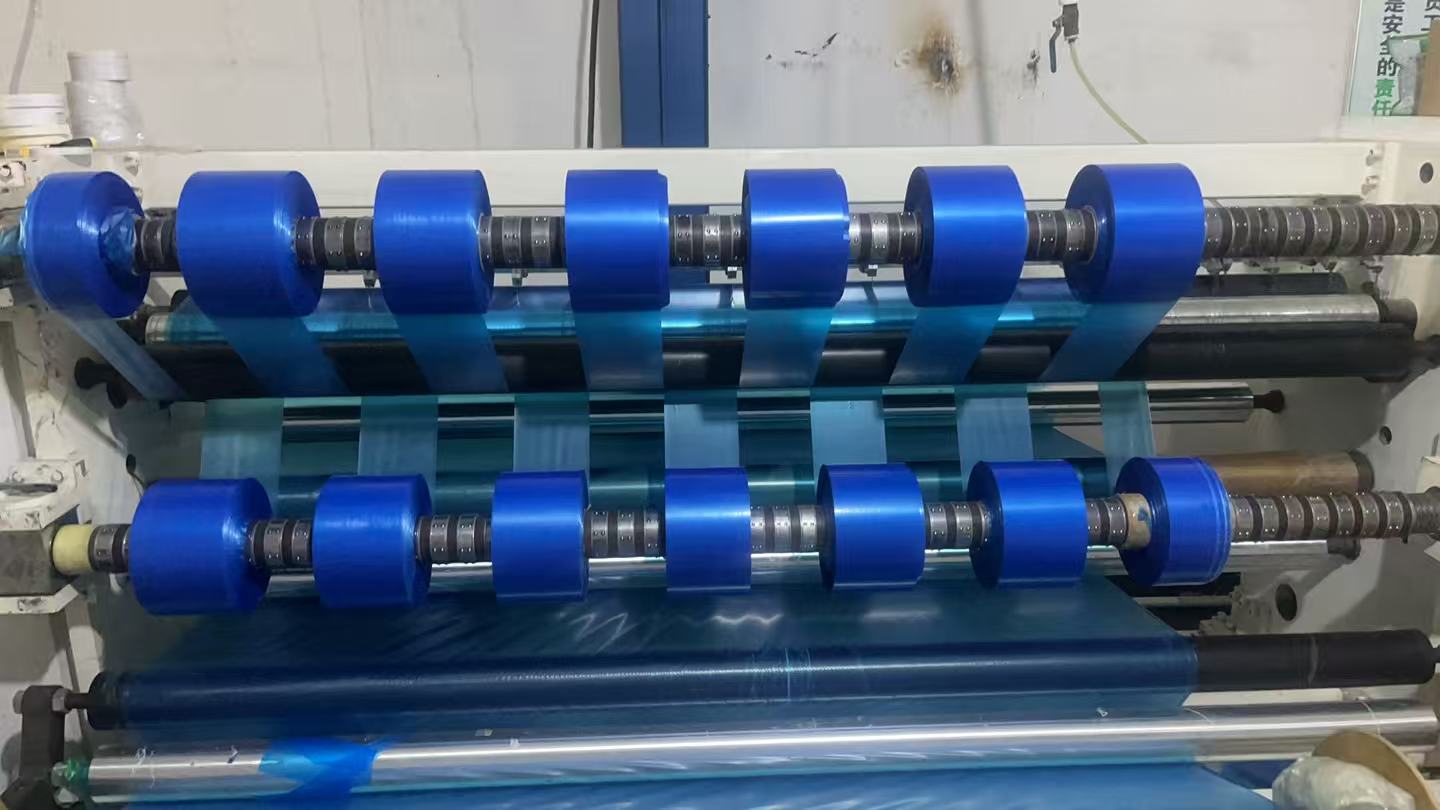
Завод площадью более 10 000 м² в районе Тяньюань (Чжучжоу, провинция Хунань) оснащён двумя экструзионными линиями с цифровым управлением, камерой ускоренного старения и лабораторией физико-химического анализа. Каждая партия проходит 7 контрольных точек: от вязкости расплава до скорости растворения в трёх температурных режимах.
Производство водорастворимой пленки — это не покупка, а партнёрство
Вы не выбираете пленку. Вы выбираете решение для конкретной линии упаковки, конкретного продукта и конкретных условий хранения. Мы не продаём рулоны. Мы проводим тест-драйв: поставляем образцы под вашу машину, замеряем время цикла, фиксируем количество промежуточных остановок, анализируем дефекты на выходе. Только после этого — согласование технического регламента и запуск серийного выпуска.
На сайте watersolublefilm.ru доступны протоколы испытаний, таблицы совместимости с 213 активными веществами и интерактивный калькулятор себестоимости — с учётом транспорта, таможни и логистики в Россию и ЕАЭС. Производство водорастворимой пленки становится предсказуемым, когда каждый этап контролируется — от гранулы до упаковочного автомата.