
Пленка ПВА: тренды и экология?
2026-03-03
Когда говорят о ПВА-пленке, многие сразу представляют себе эти маленькие пакетики для стирального порошка, которые растворяются в воде. Но если копнуть глубже, как это бывает в реальной работе с материалом, всё оказывается не так однозначно. Частый миф — что любая водорастворимая пленка автоматически ?зеленая? и безопасная. На деле же, экологичность упирается в сырье, процесс утилизации и, что часто упускают из виду, в реальное поведение материала в разных условиях. Я сам долгое время считал, что главное — это скорость растворения, пока не столкнулся с партией пленки, которая в холодной воде вела себя совершенно иначе, чем в лабораторных тестах при 20°C. Вот с таких практических нюансов, пожалуй, и стоит начать.
Что на самом деле скрывается за ?растворимостью??
Растворимость — это не бинарное ?да? или ?нет?. В спецификациях часто пишут ?полное растворение за X секунд?, но эти цифры получены в идеальных условиях: определенная температура, жесткость воды, движение жидкости. В жизни же всё иначе. Помню проект с упаковкой для агрохимикатов. Пленка, заявленная как растворяющаяся за 30 секунд, в жесткой колодезной воде оставляла слизистый остаток, который забивал форсунки распылителей. Пришлось срочно пересматривать состав, добавляя хелатирующие агенты для связывания ионов кальция и магния. Это был важный урок: технические паспорта нужно проверять в полевых условиях.
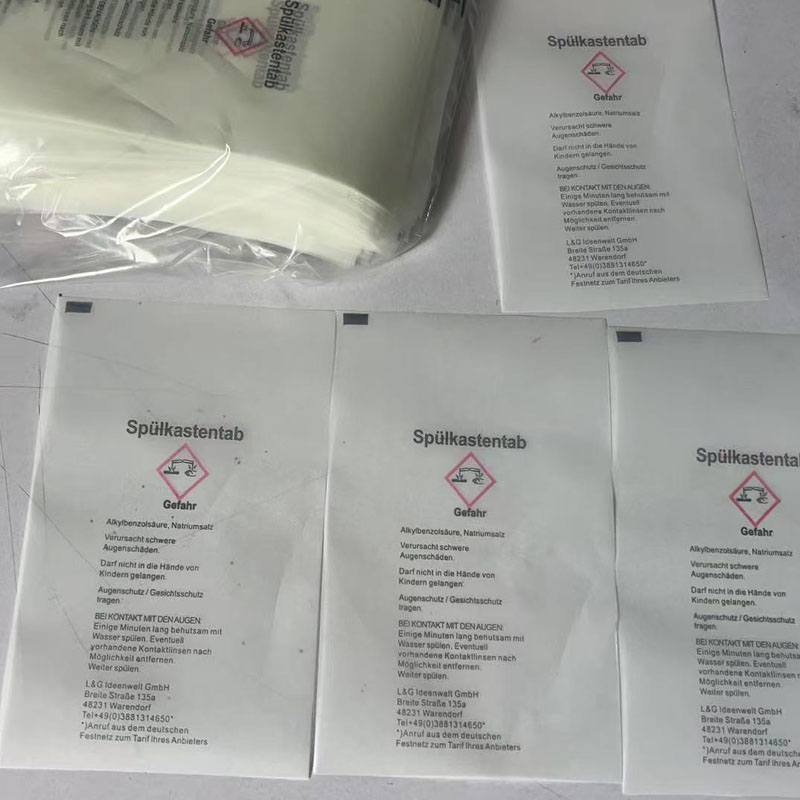
Сейчас тренд смещается в сторону пленок с управляемой растворимостью. Например, для упаковки моющих средств в капсулах критично, чтобы пленка выдержала кратковременный контакт с влажными руками, но быстро растворилась в барабане стиральной машины. Достигается это за счет тонкой настройки степени гидролиза поливинилового спирта и подбора пластификаторов. Некоторые производители, вроде ООО Чжучжоу Ланьхай Упаковка, активно работают над такими составами, что видно по ассортименту на их сайте. Но даже у них в линейке есть продукты с разной чувствительностью к температуре, что нужно четко понимать при выборе.
Еще один практический момент — механическая прочность в процессе нанесения печати или фасовки. Слишком быстрая начальная растворимость может привести к тому, что пленка начнет ?тянуться? и деформироваться от влаги в цеху. Мы как-то потеряли почти целую смену из-за этого, пока не настроили климат-контроль в упаковочном отделе. Теперь это обязательный пункт проверки.
Экология: не только про ?исчезновение?
Экологический имидж ПВА-пленки — ее главный козырь, но здесь полно подводных камней. Да, она растворяется в воде, но что потом? Полностью гидролизованный ПВА в теории биодеградируется микроорганизмами на углекислый газ и воду. Однако если в состав пленки входят пластификаторы (например, глицерин в больших количествах) или другие добавки для печати, картина меняется. Они могут замедлять или нарушать процесс биодеградации.
Важный аспект, о котором мало говорят, — углеродный след производства. Сам поливиниловый спирт получают из поливинилацетата, а тот, в свою очередь, из ископаемых ресурсов. Поэтому, когда маркетинг кричит о ?100% экологичности?, это лукавство. Реальный вклад в экологию — это замещение обычного пластика там, где он гарантированно попадает в водоемы или требует сложной утилизации. Например, упаковка для средств гигиены в отелях или одноразовые чехлы для больничного белья.
Интересный кейс был с одним европейским заказчиком, который требовал сертификат биодеградации по стандарту EN 13432. Наша стандартная пленка его не проходила по скорости распада в компосте. Пришлось в кооперации с химиками разрабатывать специальную рецептуру с крахмальными модификациями. Получилось, но себестоимость выросла на 25%. Заказчик взял партию на пробу, но массовый переход так и не случился — цена оказалась критичным фактором. Это показывает разрыв между эко-амбициями рынка и готовностью платить.
Тренды рынка: запросы, которые удивляют
Рынок сегодня требует не просто пленку, а комплексные решения. Один из растущих трендов — барьерные свойства. Да, ПВА-пленка растворяется в воде, но должна защищать содержимое от влаги и кислорода при хранении. Звучит парадоксально? На практике это решается многослойными структурами или нанесением барьерных покрытий. Например, для упаковки дорогих реактивов или электронных компонентов, которые должны храниться в инертной атмосфере до момента использования.
Другой запрос — безопасность для пищевых продуктов. Здесь строгие требования к миграции веществ. Не всякая ПВА-пленка, даже технически чистая, подойдет для прямого контакта с пищевой содой или лимонной кислотой. Нужны специальные пищевые сертификаты, а это отдельная история с аудитами производства. На сайте https://www.watersolublefilm.ru видно, что компания Ланьхай Упаковка акцентирует внимание на производственных мощностях (более 10 000 кв. метров — это серьезно), что косвенно говорит о возможностях контроля качества для таких строгих сегментов.
Также наблюдается рост в нишевых применениях: пленки для трансдермальных систем в фармацевтике, растворимые нити в текстиле, покрытия для семян. В каждом случае — свои требования к толщине, прочности на разрыв, температуре гелеобразования. Универсального решения нет, и это главная головная боль, но и возможность для добавленной стоимости.
Проблемы производства и логистики: о чем молчат продавцы
Работа с ПВА-пленкой на производстве — это постоянная борьба с гигроскопичностью. Материал жадно впитывает влагу из воздуха. Если рулон распаковать и оставить в цеху с высокой влажностью даже на пару часов, можно получить слипшиеся слои, которые потом рвутся на фасовочной линии. Хранение должно быть запечатанным, с силикагелем. Мы однажды получили партию, которая по пути из Китая, из того же промышленного парка Синма Дзингу в Чжучжоу, попала под конденсацию в контейнере. Результат — брак под склейку.
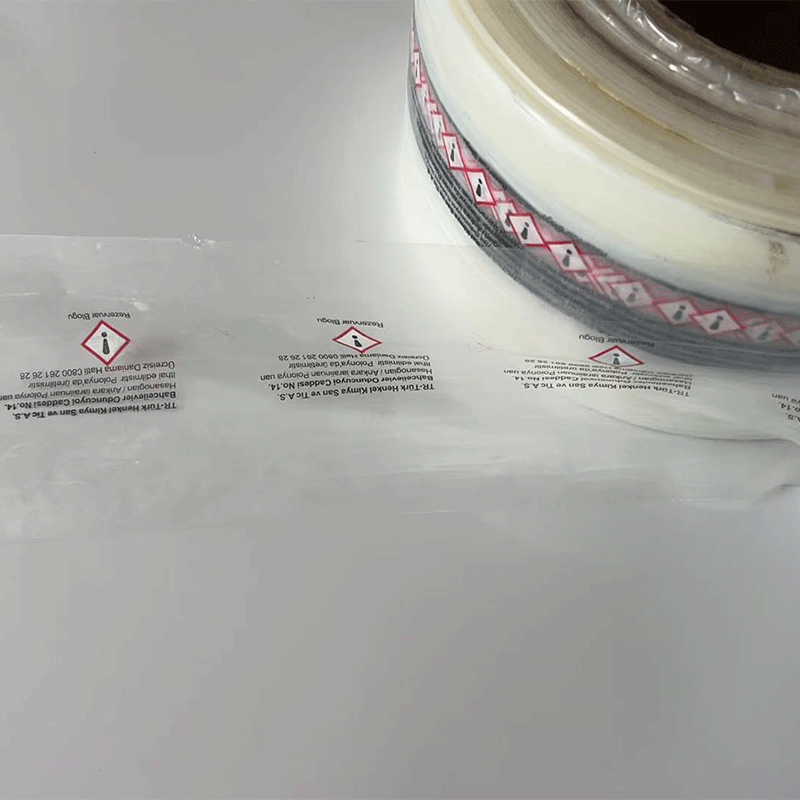
Логистика — отдельная статья расходов. Пленка легкая, но объемная, боится перепадов температур. А если нужна печать, то сложность возрастает. Печать на ПВА-пленке требует специальных чернил (чаще всего на водной основе), которые сами по себе могут влиять на скорость растворения. Нужно проводить полный цикл тестов для каждого нового дизайна. Иногда проще и дешевле оказывается использовать бумажную этикетку на растворимой основе, хотя это и компромисс.
Еще один момент — контроль качества входящего сырья. Вязкость раствора ПВА, зольность, степень полимеризации — все это влияет на конечные свойства. Надежные производители, которые, как ООО Чжучжоу Ланьхай Упаковка, работают с 2007 года, обычно имеют стабильные параметры. Но даже у них от партии к партии могут быть колебания. Поэтому наш внутренний стандарт — тестировать первую рулонную пробу от каждой новой поставки на разрывную нагрузку и время растворения в воде разной температуры.
Будущее: куда дует ветер?
Думаю, будущее за гибридными материалами. Чистый ПВА, конечно, остается эталоном, но его модификации с другими биополимерами (крахмал, целлюлозные производные) открывают новые свойства. Например, повышение прочности во влажном состоянии или создание пленок, которые начинают растворяться только при определенном pH. Это особенно актуально для медицинских применений.
Второй вектор — упрощение и удешевление переработки. Сейчас утилизация, например, бракованных капсул с ПВА-оболочкой — вопрос. Сжигать? Неэкологично. Отправлять на полигон? Бессмысленно. Идеальным был бы замкнутый цикл, где отходы пленки могли бы служить сырьем для нового производства. Пока это дорого и энергозатратно, но исследования идут.
Наконец, прозрачность цепочек поставок. Все больше конечных брендов хотят знать не только спецификации, но и происхождение сырья, энергоэффективность производства. Завод площадью 10 000 кв. метров — это не только про объем, но и про потенциальную возможность внедрения солнечных панелей или систем рекуперации тепла. Экология становится комплексным понятием, от сырья до логистики. И здесь ПВА-пленка, при всех своих сложностях, имеет хороший задел, потому что ее основная ценность — в уменьшении пластикового загрязнения на уровне использования. Но чтобы это преимущество реализовалось полностью, нужно честно работать над каждым звеном цепи, а не просто продавать ?зеленый? имидж.