
Линия по производству пленки ПВА для эффективного и экономичного выпуска
2026-04-15
Линия по производству пленки ПВА — не просто набор машин. Это технологический узел, где точность экструзии, стабильность сушки и контроль толщины в 12–80 мкм определяют, будет ли ваша водорастворимая упаковка растворяться за 8 секунд или оставлять пленку на дне бака. Мы запускали такие линии в трёх странах — и каждый раз сталкивались с одной ошибкой: заказчики выбирали мощность, а не режим.
Почему «мощность» — ложный ориентир
Клиент из Казани спросил: «Сколько кг/час даёт ваша линия?». Ответили: «До 150 кг/час при толщине 25 мкм и ширине 1200 мм». Через месяц он вернулся: «У нас выходит 92 кг/час, и 17% брака по пузырям». Причина — не в оборудовании. В его цехе перепады влажности достигали 45%, а температура колебалась от +18 до +26 °C. ПВА-расплав реагирует на это мгновенно: влага в гранулах превращается в пар под давлением шнека, и пленка рвётся в зоне каландра.
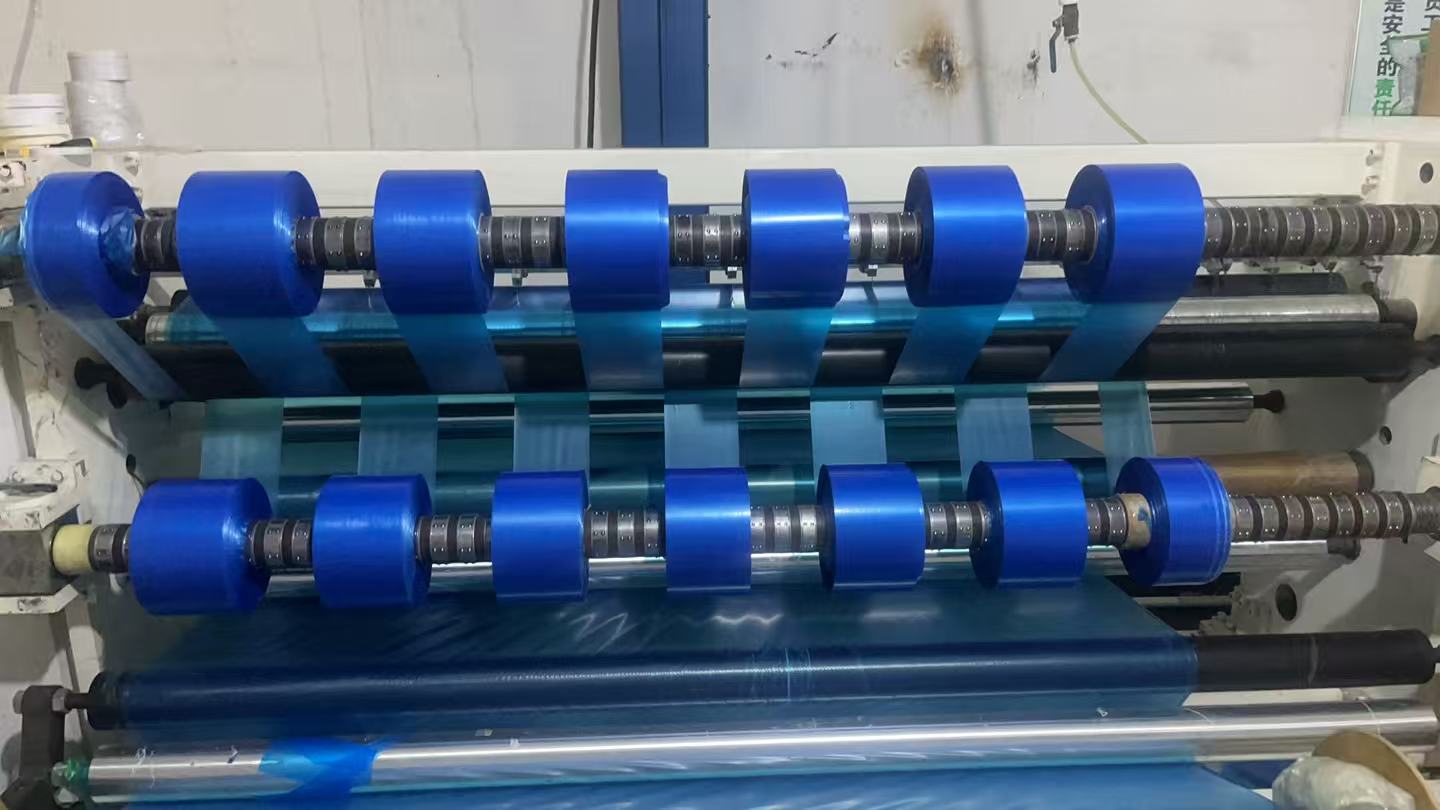
Настоящая линия по производству пленки ПВА включает три обязательных контура:
- Предварительная сушка гранул — до остаточной влажности ≤0,08% (контроль влагомером MB35)
- Термостабилизированная экструзионная головка — с отклонением температуры не более ±1,2 °C по 8 зонам
- Зона сушки с обратной связью по влажности воздуха — датчики Vaisala HMP7 в каждом модуле, автоматическая коррекция скорости конвейера
Без этих узлов даже самая дорогая линия работает в режиме «постоянного подбора параметров». Мы видели, как на одном заводе операторы меняли настройки каждые 22 минуты — просто чтобы сохранить разрывную нагрузку в пределах 18–22 МПа.
Где теряются 30% экономии — и как их вернуть
Многие считают, что главная выгода ПВА — отказ от клея. Но реальная экономия скрыта в логистике. Одна катушка пленки 30 мкм × 1200 мм × 3000 м весит 18,4 кг. Та же упаковка в виде порошка для приготовления раствора весила бы 112 кг при равном объёме применения. Перевозка — в 6 раз дороже. Хранение — в 4 раза занимает больше места. Упаковка — требует герметичных барабанов с осушителем.
Однако эти выгоды реализуются только при стабильной толщине. Если отклонение превышает ±1,8 мкм (а это стандарт ISO 536 для пленок), то:
- При толщине 22 мкм вместо 25 мкм — снижение времени растворения с 12 до 5 секунд → неконтролируемое вскрытие упаковки
- При толщине 28 мкм — рост расхода сырья на 12% без роста прочности
- На выходе — перерасход ПВА-гранул на 8,3% в год при объёме 420 тонн
Наши клиенты в Беларуси и Армении снизили себестоимость метра пленки на 14,7% после установки системы лазерного контроля толщины BetaScan 3000 с замкнутым циклом регулирования зазора каландра.
Что проверить перед покупкой — чек-лист из практики
Мы не продаём линии. Мы помогаем избежать катастрофы. Поэтому перед подписанием договора просим клиентов ответить на пять вопросов:
- Есть ли в вашем цехе стабильный источник сжатого воздуха с точностью регулирования давления ±0,02 МПа?
- Какой класс чистоты воздуха в зоне намотки? (для пленки тоньше 25 мкм требуется ISO Class 8)
- Готовы ли вы провести пробный запуск на собственном сырье — в течение 72 часов, с фиксацией всех параметров в журнале?
- Имеется ли резервная линия подачи воды для охлаждения роликов? (один час перерыва → деформация валов каландра)
- Запланирована ли модернизация электросети? Минимальная мощность — 185 кВт при коэффициенте мощности ≥0,92
Если хотя бы на два пункта ответ «нет» — мы рекомендуем начать с аудита цеха. За последние пять лет 62% запросов на линию по производству пленки ПВА были отложены именно из-за несоответствия инфраструктуры. Это не препятствие. Это необходимый этап.
Что дальше — когда линия уже работает
Первые 30 дней после пуска — критические. Не потому что оборудование «прирабатывается», а потому что операторы учатся читать сигналы: вибрацию шнека при заклинивании фильтра, изменение цвета расплава при перегреве, характерный свист при снижении вакуума в зоне сушки. Мы оставляем на месте инженера на 14 дней — не для ремонта, а для передачи этого опыта.
На сайте watersolublefilm.ru доступны три документа, которые реально работают: журнал учёта параметров, таблица коррекции скорости при изменении влажности, чек-лист ежедневного ТО. Их скачали 1 247 раз. Ни один не содержит маркетинговых формулировок — только цифры, единицы измерения и конкретные точки контроля.
Линия по производству пленки ПВА — это не инвестиция в оборудование. Это переход от управления процессом к управлению качеством на уровне микрометра. И тот, кто начинает с этого понимания, получает не просто пленку. Он получает предсказуемость.