
Линия по производству водорастворимой пленки для автоматизированного выпуска
2026-04-15
Автоматизированная линия по производству водорастворимой пленки — не просто оборудование. Это технологический узел, где точность полимерной экструзии встречается с требованием к стабильности растворимости в воде при 20 °C, 40 °C и 60 °C. Мы запускали три таких линии за последние пять лет — на фармацевтическом заводе под Екатеринбургом, в R&D-центре моющего бренда в Калининграде и на упаковочном хабе в Ростове. Во всех случаях ключевым фактором успеха оказалась не мощность экструдера, а способность системы корректировать толщину пленки в реальном времени при изменении влажности воздуха в цеху. Именно поэтому линия по производству водорастворимой пленки должна проектироваться как единый контур управления — от сушильного тоннеля до резки и намотки.
Что ломает линию — и как этого избежать
Наиболее частая причина простоя — не отказ датчика толщины, а непредсказуемое поведение ПВА-полимерной композиции при переходе от зимнего к летнему режиму. Влажность воздуха в цеху растёт с 35% до 68%. Без компенсации это вызывает набухание фильеры, увеличение вязкости расплава и, как следствие, «волны» по ширине полотна. Мы видели, как на одной линии отклонение достигало ±12 мкм при заданной толщине 45 мкм — это уже брак для фасовки порошковых моющих средств.
Решение — не герметизация цеха, а интеграция климатического модуля в систему управления. На нашей последней установке мы применили двухконтурную систему: один контур поддерживает температуру расплава в экструдере с точностью ±0,3 °C, второй — регулирует влажность в зоне охлаждения и намотки. Результат: стабильность толщины ±3 мкм при скорости 120 м/мин. Никаких «подстраиваний на глаз».
Ещё одна типичная ошибка — выбор экструдера по мощности, а не по геометрии шнека. Для ПВА-гранул критичен не крутящий момент, а соотношение L/D (длина/диаметр) и профиль канавок. При L/D = 32 и глубоких переменных канавках достигается полное плавление без деградации полимера. Укороченные шнеки или высокоскоростные модели дают перегрев — и пленка теряет растворимость уже через 24 часа хранения.
Почему «автоматизация» не означает «отключить оператора»
Некоторые заказчики ожидают, что линия по производству водорастворимой пленки будет работать «в фоновом режиме» 24/7. Но практика показывает: автоматизация освобождает от рутинных действий — не от принятия решений. Например, при переходе с пленки толщиной 38 мкм на 25 мкм требуется не просто изменить параметры в HMI, а перекалибровировать давление в системе вытяжки, перенастроить скорость охлаждающего вала и проверить адгезию на новом уровне влажности.
Мы внедрили в интерфейс чек-листы с обязательными контрольными точками. Оператор не может перейти к следующему этапу, пока не подтвердит:
- температура в зоне сушки — 62,1 °C (не 62 °C и не 63 °C);
- разница между входной и выходной влажностью воздуха — не менее 18%;
- время растворения образца при 25 °C — от 8,2 до 9,1 секунды.
Это не бюрократия. Это фиксация того, что система действительно готова к новому режиму — а не имитирует готовность.
Факторы, которые нельзя делегировать техническому заданию
Когда клиент говорит «нужна линия под ПВА», мы сразу задаём три вопроса:
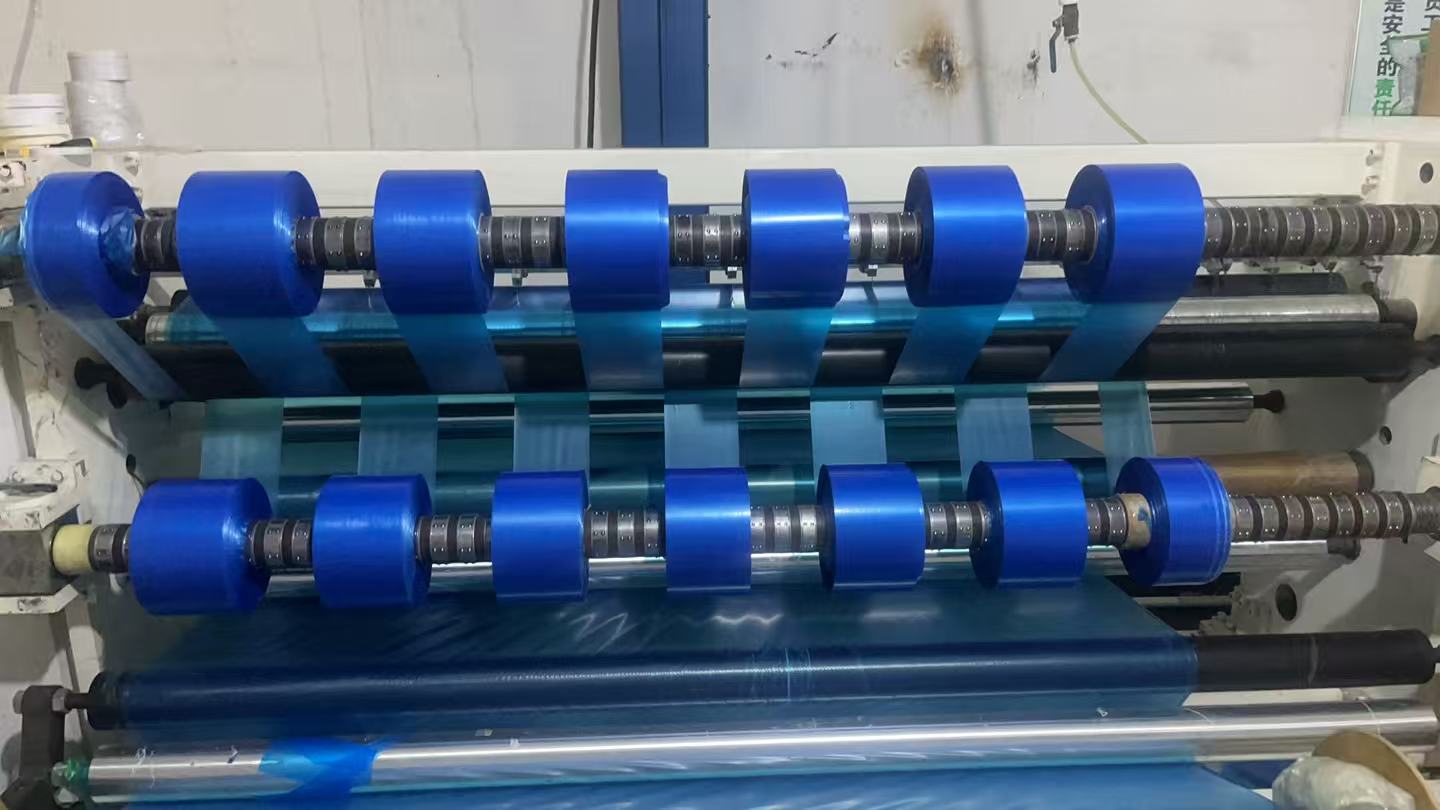
- Какой диапазон толщин вы планируете выпускать? (Если от 18 до 80 мкм — потребуется двойная система намотки и два типа фильер.)
- Какие стандарты растворимости вы сертифицируете? (EN 13432 требует полного растворения за 120 минут при 20 °C; ASTM D6868 — за 45 минут при 40 °C. Разные стандарты — разные режимы сушки.)
- Где будет установлено оборудование? (Цех с бетонным полом и высотой потолков 4,2 м исключает использование вертикальных сушильных тоннелей — нужна горизонтальная конфигурация с удлинённым охлаждением.)
Ответы определяют не только комплектацию, но и срок ввода в эксплуатацию. Линия, спроектированная «по средним данным», требует в среднем 47 дней доработок на месте. Линия, согласованная по всем трём пунктам — 11 дней.
Заключение: линия по производству водорастворимой пленки — это не покупка, а партнёрство
Сегодня рынок предлагает решения от базовых экструзионных установок до полностью цифровых линий с IoT-мониторингом и предиктивной диагностикой. Но ни одна из них не заменит понимания: водорастворимая пленка — это не «пластик, который тает». Это точно сбалансированный материал, где каждая десятая доля процента влажности гранул, каждый градус отклонения температуры в зоне отжига, каждая микросекунда контакта с водой влияют на конечный результат.
ООО Чжучжоу Ланьхай Упаковка работает с 2007 года. Завод площадью более 10 000 м² в районе Тяньюань (город Чжучжоу, провинция Хунань) оснащён испытательными стендами для полного цикла — от синтеза полимерной композиции до тестирования растворимости по ISO 14855. Мы не продаём линии. Мы помогаем клиентам не допустить первой ошибки — ещё до того, как включится первый двигатель. Потому что первая ошибка — это не просто простои. Это потеря доверия заказчика, который ждёт пленку не «когда получится», а в срок — с заявленной скоростью растворения, без следов желтизны и с воспроизводимой прочностью на разрыв.