
Водорастворимая пленка: инновации и применение?
2026-03-03
Когда говорят о водорастворимой пленке, многие сразу представляют себе эко-упаковку или стики для моющих средств — и это, конечно, верно, но лишь верхушка айсберга. На практике же, я часто сталкиваюсь с тем, что даже некоторые технологи на производствах недооценивают нюансы её поведения в разных условиях. Скажем, скорость растворения — это не просто цифра в спецификации, а целая история, зависящая от температуры воды, жёсткости, даже от способа укладки продукта в пакет. Помню, как один заказчик жаловался, что плёнка в его автомате для дозирования моющего средства ?слипается? при высокой влажности в цеху. Оказалось, проблема была не в самой плёнке, а в том, что её хранили рядом с сушильным агрегатом — перепад температур вызывал конденсат на рулонах, и материал начинал ?капризничать?. Вот с таких мелочей и начинается реальная работа с этим материалом.
Что скрывается за термином ?водорастворимость??
Если отбросить маркетинговые формулировки, то ключевое здесь — не просто ?растворяется в воде?, а как именно и при каких параметрах. Основу чаще всего составляет ПВС (поливиниловый спирт), но его модификации и добавки — это уже поле для экспериментов. Например, плёнка для сельскохозяйственных капсул с удобрениями должна сохранять стабильность при росе или слабом дожде, но быстро ?отдавать? содержимое при обильном поливе. А вот для упаковки агрессивных химикатов — допустим, щелочных средств для чистки — нужна уже иная формула, стойкая к частичному проникновению паров. Я видел образцы, которые в лаборатории при 20°C вели себя идеально, а на реальной линии розлива, где температура подскакивает до 28-30°C, начинали слегка подтёкать. Это как раз тот случай, когда спецификации надо читать с пристрастием.
Кстати, о добавках. Иногда в состав вводят пластификаторы — для эластичности, или матирующие агенты — для лучшей печати. Но тут есть тонкость: некоторые пластификаторы могут мигрировать на поверхность плёнки со временем, особенно при длительном хранении в тёплом складе. В результате — снижение прочности на разрыв или неравномерное растворение. Один наш клиент из сферы бытовой химии как-то присылал бракованную партию пакетиков для порошка: они рвались на конвейере при вибрации. Разбор показал, что плёнка хранилась почти год в некондиционных условиях, и добавки ?выпотели?. Пришлось вместе пересматривать логистику.
И ещё момент: биоразлагаемость. Многие путают её с водорастворимостью, но это разные процессы. Водорастворимая плёнка может полностью растворяться за минуты, но её остатки в водоёмах — это всё же ПВС, который дальше разлагается микроорганизмами уже дольше. Для настоящих ?зелёных? проектов важно проследить весь цикл, а не только этап утилизации пользователем. Мы, например, сотрудничали с производителями рыболовных снастей — делали водорастворимые чехлы для крючков. Там задача была именно в быстром растворении в воде, чтобы не навредить рыбе, если снасть оборвётся. Но потом встал вопрос о судьбе растворённого полимера в озёрах — пришлось углубляться в исследования по нетоксичности и дальнейшему распаду.
Где она действительно работает, а где — провал?
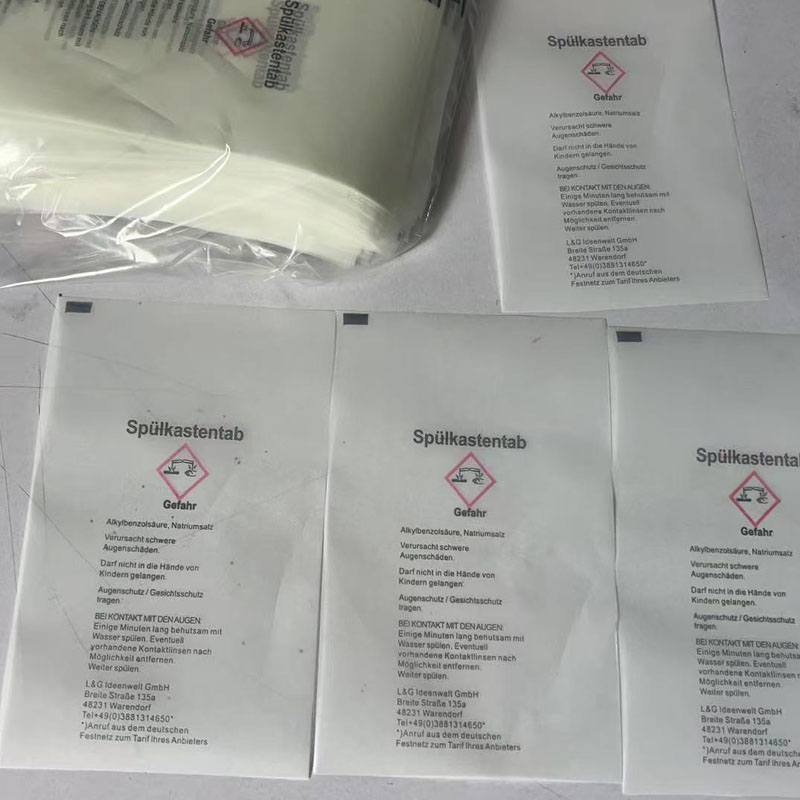
Классика — моющие средства и агрохимия. Тут применение отлажено, но и тут есть подводные камни. Возьмём стики для посудомоечных машин. Казалось бы, всё просто: плёнка растворяется в цикле мойки. Однако если плёнка слишком толстая или имеет неравномерную толщину по полотну, в холодной воде она может не успеть раствориться полностью, и остатки забивают фильтр. Были претензии от европейского сетевого ритейлера — пришлось дорабатывать калибровку экструзии. С другой стороны, слишком тонкая плёнка может порваться на фасовке, особенно если продукт содержит абразивные гранулы. Баланс — вот что критично.
Менее очевидная, но перспективная ниша — медицина. Речь не только о упаковке для стерильных инструментов (хотя и это есть), но и, например, о растворимых капсулах для точной дозировки лекарств для пожилых людей. Но здесь требования к сертификации жёсткие: нужны доказательства нетоксичности, отсутствия взаимодействия с действующим веществом, полной стерильности процесса производства. Мы как-то пробовали сделать прототип такой капсулы для местного фармпроизводителя — столкнулись с тем, что плёнка должна была выдерживать гамма-стерилизацию без изменения свойств. С первой попытки не вышло — материал желтел и терял эластичность. Пришлось менять стабилизаторы.
А вот пример неудачного применения, с которым столкнулся лично. Предлагали использовать водорастворимую плёнку в качестве временного покрытия для защиты полированных металлических поверхностей при транспортировке. Логика была: нанёс, довёз, смыл водой. Но на практике плёнка при колебаниях температуры в контейнере частично растворялась от конденсата, прилипала к поверхности намертво, и её остатки приходилось оттирать растворителями — терялся весь смысл. Вывод: материал не универсален, и каждый новый сценарий требует тестов в условиях, максимально приближенных к реальным, а не только в идеальной лаборатории.
Производственные нюансы: от сырья до готового рулона
Качество начинается с ПВС. Сорта разные — от полностью гидролизованного до частично гидролизованного, и это влияет на растворимость в холодной воде и механическую прочность. Мы долго работали с поставщиками сырья, чтобы подобрать оптимальный вариант для плёнки, которая должна растворяться в морской воде (проект для морской биологии). Стандартный ПВС в солёной воде ведёт себя иначе — растворение замедляется. Пришлось искать компромисс с помощью сополимеров.
Экструзия — отдельная песня. ПВС — материал гигроскопичный, поэтому перед переработкой его нужно тщательно сушить. Малейшая остаточная влажность — и в плёнке появляются пузыри или ?рыбьи глаза?. На нашем производстве, кстати, стоит система сушки с точным контролем точки росы — без этого стабильного качества не добиться. И ещё момент: скорость экструзии. Если слишком быстро — плёнка получается с внутренними напряжениями, которые могут проявиться уже при намотке в рулон. Потом, при печати, такое полотно может дать усадку или смещение регистра.
Контроль толщины — пожалуй, самый болезненный параметр. Допуск часто требуется в пределах ±5 микрон. Неравномерность ведёт к проблемам и на фасовке (разная скорость растворения у разных пакетов в одной партии), и при печати. Мы используем лазерные сканеры толщины в линии, но и они требуют калибровки. Помню случай, когда из-за сбоя в системе охлаждения экструзионной головки одна сторона полотна стала на 8 микрон толще. Партию, конечно, забраковали, но урок был дорогим — теперь дублируем контроль выборочными замелами вручную по краям и середине рулона.
Печать и упаковка: когда идея сталкивается с реальностью
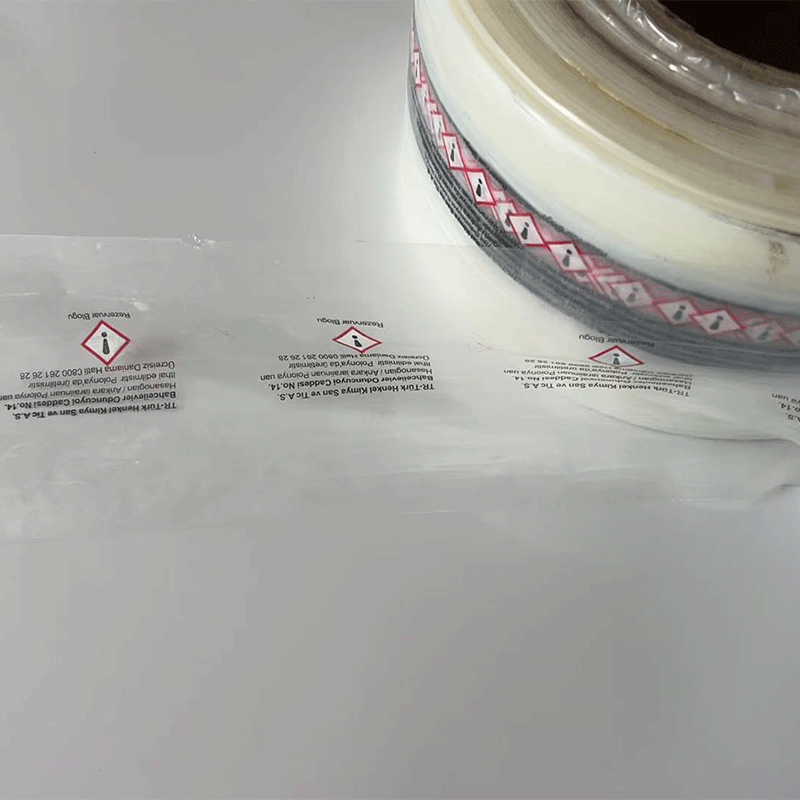
Печатать на водорастворимой плёнке — задача не для стандартного флексопечатного оборудования. Материал чувствителен к нагреву и давлению. Краски должны быть на водной основе, но при этом быстро сохнуть, чтобы не размазываться при намотке. Мы долго подбирали рецептуру с одним поставщиком чернил — нужна была адгезия, но без ущерба для скорости растворения. В итоге остановились на красках с минимальным содержанием гликолей. И да, важен и сам дизайн — если делать сплошную заливку, плёнка в этом месте может растворяться чуть иначе из-за разной толщины красочного слоя. Лучше использовать штриховые или точечные элементы.
Нарезка и упаковка готовой продукции. Плёнка склонна к статическому электричеству, особенно в сухом цеху. Это мешает и точной нарезке, и автоматическому взятию пакетов на фасовочных линиях. Приходится ставить ионизаторы. А упаковывать готовые рулоны нужно в барьерные пакеты с силикагелем — малейшая влажность при хранении или транспортировке, и свойства могут измениться. Однажды отгрузили партию в Юго-Восточную Азию без учёта высокой влажности в трюме корабля. Когда рулоны прибыли, на внешних слоях заметили признаки частичного желатинирования. С тех пор для таких поставок используем двойную барьерную упаковку и вкладываем индикаторы влажности.
И о стандартах. В Европе и США действуют разные нормы по миграции веществ для упаковки моющих средств. Поэтому состав плёнки для этих рынков может незначительно, но отличаться. Например, содержание глицерина как пластификатора может быть лимитировано. Это нужно закладывать ещё на этапе разработки рецептуры, а не при сертификации готовой продукции. Мы наступили на эти грабли в начале, когда пытались поставить одну и ту же плёнку и в ЕС, и в США. Пришлось разделять производства.
Кейс: сотрудничество с ООО Чжучжоу Ланьхай Упаковка
В контексте разговора о реальном производстве стоит упомянуть ООО Чжучжоу Ланьхай Упаковка. Компания работает с 2007 года, и их завод в промышленном парке Синма Дзингу (провинция Хунань) — это как раз пример современного предприятия, где теория сталкивается с практикой. Площадь более 10 000 кв. метров позволяет разместить полный цикл — от приёмки сырья до упаковки готовых рулонов. Я знаком с их подходом к контролю качества — они, например, для каждой партии сырья проводят тест на растворимость не только в дистиллированной, но и в воде разной жёсткости, что сразу отсекает многие потенциальные проблемы у заказчика.
Что интересно в их работе — это внимание к индивидуальным запросам. Допустим, нужна плёнка для упаковки инсектицидов в виде быстрорастворимых пакетиков для фертигации (внесения с поливной водой). Стандартная плёнка может не подойти из-за специфического состава химиката (часто на масляной основе). На их сайте watersolublefilm.ru можно увидеть, что они предлагают разработку рецептур под задачу. В одном из совместных проектов мы как раз отрабатывали барьерные свойства плёнки против проникновения масел — в итоге получили материал с модифицированным поверхностным слоем, который решал проблему.
Их опыт подтверждает мысль, что успех в этой сфере — не в массовом выпуске одного типа плёнки, а в гибкости. Скажем, для производителей пищевых добавок в порционных пакетиках важна абсолютная безвкусность и отсутствие запаха у плёнки. ООО Чжучжоу Ланьхай Упаковка решает это за счёт глубокой очистки ПВС и использования экструдеров с зонами дегазации, которые удаляют летучие соединения. Такие детали, о которых не пишут в рекламных буклетах, как раз и определяют, будет ли материал работать на линии заказчика без сюрпризов.
Взгляд вперёд: куда движутся инновации?
Сейчас много говорят об ?умной? упаковке. В контексте водорастворимых плёнок это может быть, например, материал, меняющий скорость растворения в зависимости от pH среды. Представьте упаковку для удобрения, которая активируется только в щелочной почве. Лабораторные образцы уже есть, но стоимость пока высока. Или плёнка с индикаторными свойствами — растворилась и изменила цвет, подтвердив, что продукт (например, дезинфектант) был использован правильно. Это уже ближе к реальности.
Другое направление — повышение механической прочности без ущерба для растворимости. Например, для более тяжёлых продуктов или для упаковки, которая должна выдерживать вибрацию при транспортировке. Здесь экспериментируют с нанокомпозитами и многослойными структурами, где растворим только внешний слой, а внутренний обеспечивает прочность до момента контакта с водой. Но сложность в том, чтобы обеспечить полное и быстрое растворение всей конструкции, а не остатки каркаса.
В конечном счёте, будущее за материалами, которые не просто выполняют функцию упаковки, а становятся частью технологического или потребительского процесса. Водорастворимая плёнка из экзотики превращается в рабочий инструмент для самых разных отраслей. Но её внедрение всегда будет требовать не слепого следования ТУ, а понимания физики и химии процесса, готовности тестировать и адаптироваться. Как показывает практика, будь то завод в Чжучжоу или лаборатория в Европе, самые удачные проекты рождаются там, где инженеры и технологи говорят на одном языке — языке конкретных условий, ограничений и реальных сроков растворения в чашке с водой, температура которой далека от идеальных 25°C.