
Как работает водорастворимая пленка для таблетки для унитаза?
2026-02-19
Если честно, когда слышишь ?водорастворимая пленка?, многие сразу думают — ну, полиэтиленовый пакетик, который в воде растворяется. Но это не совсем так, и здесь кроется первый нюанс, который виден только на практике. Речь идет о специфичном материале, который должен не просто раствориться, а сделать это в нужный момент, не нарушив целостность таблетки до контакта с водой в бачке. И да, есть разница между тем, что обещают в теории и что происходит, когда партия пленки вдруг начинает вести себя капризно при низкой температуре в помещении склада.
Что это за материал на самом деле?
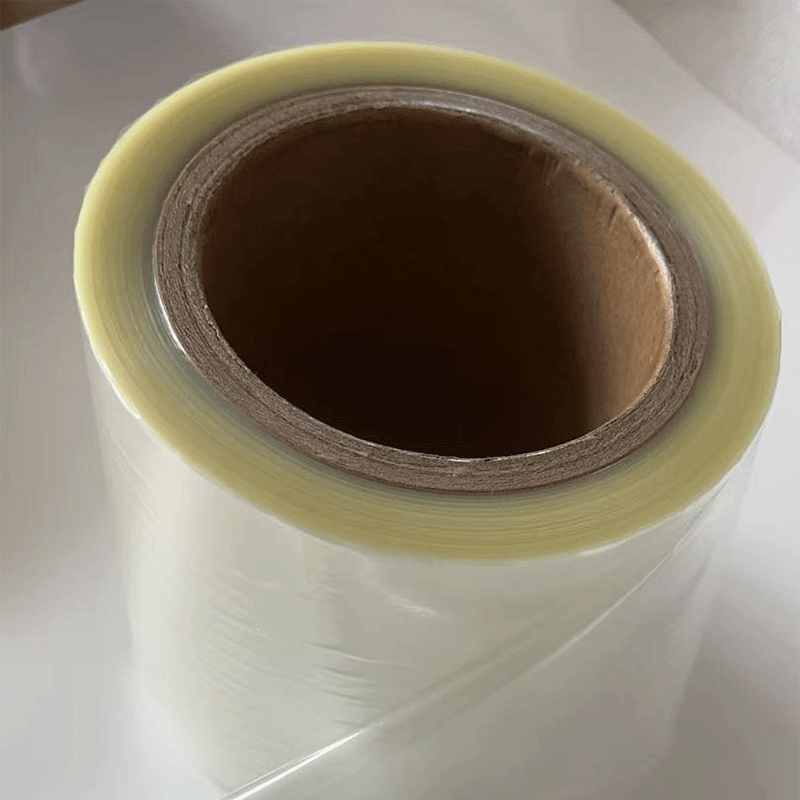
Основа — это чаще всего поливиниловый спирт (ПВС) или производные. Но не тот, который для клея, а модифицированный, с определенной степенью гидролиза и молекулярной массой. От этих параметров зависит скорость растворения. В идеале пленка должна быть стабильной при хранении в упаковке (даже при некоторой влажности), но быстро ?сдаться? при прямом контакте с движущейся водой в бачке. Вот тут и начинаются подводные камни: если производитель сэкономил на степени очистки сырья или не выдержал однородность толщины, пленка может начать растворяться неравномерно. Видел случаи, когда таблетка наполовину выпадала из не до конца растворившегося мешочка — беспорядок в упаковочной линии и жалобы.
Толщина — отдельная тема. Казалось бы, чем тоньше, тем быстрее растворится. Но слишком тонкая (скажем, менее 20 микрон) рискует порваться еще на этапе автоматического фасовки таблетки, особенно если таблетка с острыми гранями. Слишком толстая — может не успеть раствориться за время наполнения бачка, и тогда часть моющего средства просто не успеет выйти. Оптимальный диапазон, по нашему опыту, — 25-35 микрон, но это при условии, что сама пленка калибрована ровно, без ?пузырей? и зон с разной плотностью.
Еще один момент — добавки. Иногда в состав вводят пластификаторы (например, глицерин), чтобы пленка оставалась гибкой и не пересыхала, становясь хрупкой. Но тут важно не переборщить: излишек пластификатора может привести к тому, что пленка станет липкой, особенно в жарком климате, и таблетки в автомате будут слипаться. Приходится искать баланс под конкретные условия хранения и использования. Кстати, у ООО Чжучжоу Ланьхай Упаковка в своих материалах они этот момент обычно хорошо прорабатывают — видно по стабильности партий, которые к нам приходили. У них на сайте https://www.watersolublefilm.ru есть технические спецификации, где эти параметры указаны, что для инженера полезно.
Процесс растворения — не так просто, как кажется
В теории все выглядит линейно: пленка попадает в воду → вода проникает в полимерную матрицу → связи ослабевают → материал распадается. На практике же скорость зависит от температуры воды, жесткости и даже от гидродинамики — то есть от того, как именно вода обтекает пакетик в бачке. В стоячей воде растворение будет медленнее. Поэтому хорошая пленка спроектирована так, чтобы начинать быстро ?откликаться? именно при потоке, имитирующем смыв.
Проводили как-то тесты: брали образцы от разных поставщиков, помещали в воду с температурой 10°C (холодный склад) и 25°C (комнатная). Разница во времени полного растворения могла достигать 30-40 секунд, что для автоматической линии фасовки критично — может сбить тайминг. Поэтому сейчас многие производители таблеток требуют от нас, поставщиков пленки, предоставлять данные по растворению в диапазоне температур, а не только при ?комнатных? условиях.
Интересный случай был с одной партией, где пленка, казалось бы, отличная, но в жесткой воде (с высоким содержанием солей кальция) оставляла едва заметный слизистый осадок. Выяснилось, что в рецептуре использовался определенный тип ПВС, который вступал в слабую реакцию с солями. Пришлось корректировать состав. Это к вопросу о том, что лабораторные испытания на ?чистой? воде не всегда раскрывают картину для реального рынка, где вода бывает разной.
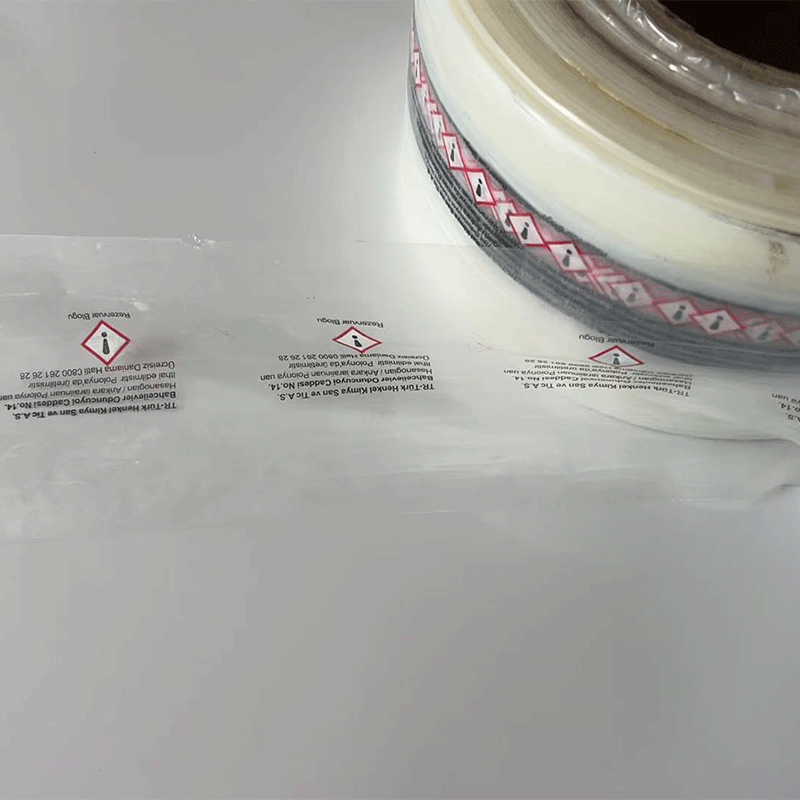
Упаковочный процесс и где возникают проблемы
На автоматической линии таблетка заворачивается в пленку, и здесь критична прочность на разрыв в момент упаковки. Пленка растягивается, принимая форму, и если эластичность недостаточна, получаем брак — разрыв. Но и излишняя эластичность плоха: пленка может чрезмерно обтянуть таблетку, создав точечное давление, которое в сочетании с гигроскопичностью некоторых компонентов таблетки (например, лимонной кислоты) спровоцирует преждевременное частичное растворение прямо в упаковке. Видел такое на старых линиях, где не было точного контроля натяжения пленки.
Еще одна головная боль — статическое электричество. Сухая пленка, особенно в условиях низкой влажности в цеху, сильно электризуется. Это приводит к тому, что она прилипает к направляющим роликам или, наоборот, отталкивается, вызывая смещение и неправильную запайку швов. Решение — установка ионизаторов и поддержание влажности, но это дополнительные затраты, о которых не все думают на старте.
Сварка швов (запайка) — тоже искусство. Температура и давление должны быть такими, чтобы надежно запаять края, но не расплавить пленку настолько, чтобы она стала хрупкой в месте шва. Неправильная настройка — и получаем шов, который либо разойдется при транспортировке, либо, наоборот, будет растворяться значительно медленнее, чем основное полотно, оставляя ?хвостики? в бачке.
Влияние условий хранения и транспортировки
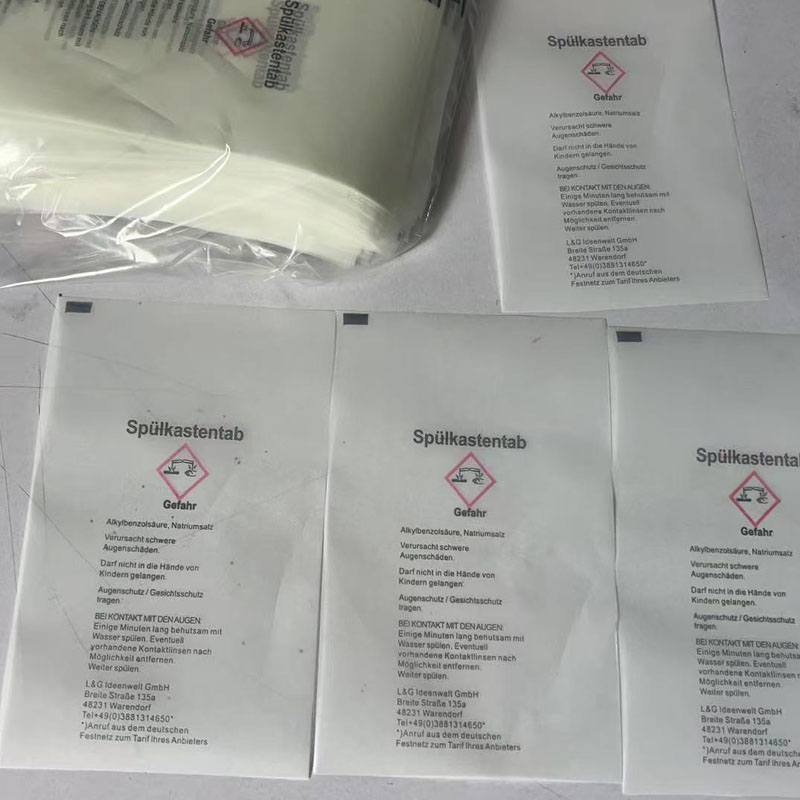
Идеальная пленка на выходе с производства может испортиться, если не соблюдать условия дальше. Главные враги — высокая влажность и перепады температур. Если упакованные таблетки хранятся в помещении с влажностью выше 70%, пленка может начать впитывать влагу из воздуха, станет мягкой и липкой, а таблетка внутри — начнет подбухать или частично активироваться. Такую партию клиент вернет однозначно.
Транспортировка летом в некондиционируемом контейнере — классическая история для неудач. Температура поднимается выше 40°C, и даже хорошие пластификаторы не всегда спасают — пленка может ?поплыть?, деформироваться, а таблетки — сплавиться в единый блок. Поэтому в контрактах с ответственными поставщиками, такими как ООО Чжучжоу Ланьхай Упаковка, всегда оговариваются условия транспортировки и упаковки паллетов в защитную барьерную пленку. Кстати, их завод в промышленном парке Синма Дзингу в Чжучжоу общей площадью более 10 000 кв.м. позволяет контролировать многие этапы, что снижает риски.
Зимой другая беда — переохлаждение. Если паллеты оставить на ночь в неотапливаемом складе, пленка становится хрупкой. И при последующей перекладке или на линии распаковки на упаковочном заводе получаются микротрещины, невидимые глазу, но которые при контакте с водой дают о себе знать неконтролируемым разрывом. Проверяли — берешь образец, слегка сгибаешь на морозе, а потом смотришь под микроскопом — сетка трещин. Поэтому склад должен быть отапливаемым, что, увы, не везде стандарт.
Что в итоге? Критерии выбора и личные наблюдения
Итак, хорошая водорастворимая пленка для таблеток — это не просто ?растворяемый мешочек?. Это компромисс между стабильностью при хранении и быстрым, предсказуемым распадом в воде; между прочностью на линии и хрупкостью в нужный момент. Выбирая поставщика, смотрю не только на сертификаты, но и на готовность предоставить данные реальных испытаний в условиях, приближенных к нашим: наша вода, наш климат, наши скорости на линии.
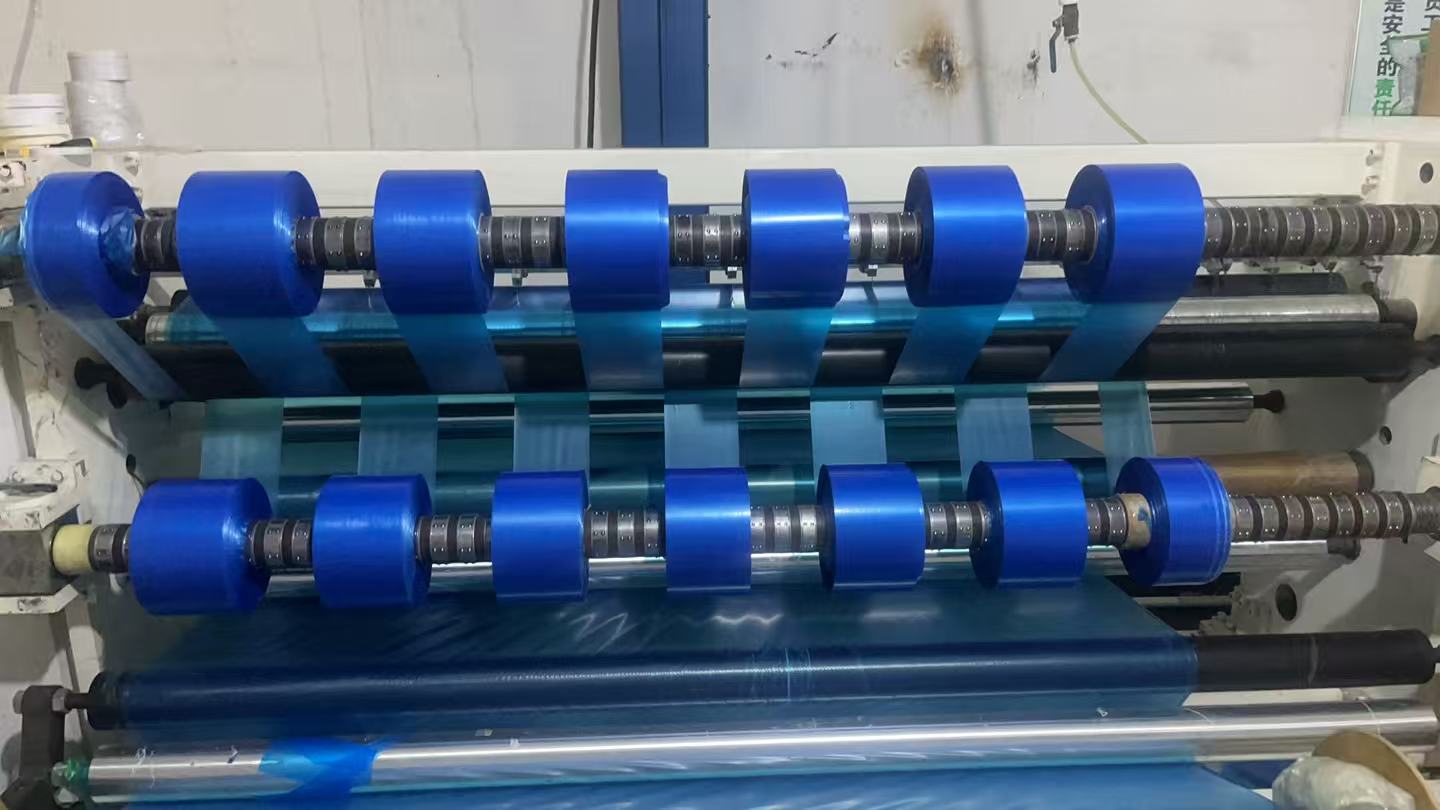
Опыт показал, что важно наличие у поставщика собственной развитой лаборатории и производственных мощностей, где он может контролировать весь цикл — от сырья до намотки готовой пленки в рулоны. Мелкие переупаковщики, которые просто режут чужой материал, часто не могут гарантировать однородность от партии к партии. Крупные производители, как упомянутая компания, основанная еще в 2007 году, обычно имеют этот контроль, что видно по минимальному проценту рекламаций.
В конце концов, успех — это когда твой продукт (таблетка) работает у конечного пользователя как часы: бросил в бачок, вода окрасилась, пленки не осталось, запайка не всплыла. И никто об этом не думает. А значит, наша работа с пленкой, со всеми ее нюансами по толщине, составу и условиям, сделана правильно. Это и есть главный критерий, хотя в спецификациях он не пишется.