
Как выбрать линию по производству водорастворимой пленки?
2026-02-23
Если честно, когда только начинал в этом деле, думал, что главное — купить оборудование подешевле и побыстрее запустить. Ошибался, конечно. Многие так же ошибаются, гонясь за низкой ценой или громким брендом, а потом годами разгребают проблемы с качеством пленки или простоем линии. Выбор линии — это не про каталог и прайс, это про понимание, что ты на самом деле собираешься производить и кому это продавать. Скажем сразу: универсальных решений нет. То, что идеально для упаковки моющих средств в стиках, может не подойти для высокоточных вкладышей в агрохимии. Давайте по порядку, как это обычно бывает в цеху — с оглядкой на реальные цифры, запах расплава и звук работающего экструдера.
С чего начать: а что, собственно, мы делаем?
Первое и самое важное — определиться с сырьем. Водорастворимая пленка — это ведь не один материал. PVA, HPMC, крахмальные композиции — у каждого свои ?повадки?. Если планируешь работать в основном с поливиниловым спиртом (PVA), то линия должна быть рассчитана на его высокую вязкость и чувствительность к температуре. Знаю случай, когда купили отличный, вроде бы, экструдер для полиолефинов, немного его ?доработали? и попытались гнать PVA. Результат — постоянные подгорания в цилиндрах, неравномерность геля и, как следствие, пленка, которая рвется еще на намотке. Потом пришлось почти с нуля переделывать систему пластикации и головку. Дорогой урок.
Второй момент — конечные свойства пленки. Толщина, скорость растворения в воде при разных температурах, механическая прочность на разрыв, барьерные свойства. Это не просто параметры из ТЗ. От них напрямую зависит конструкция линии. Нужна ли тебе точная калибровка по толщине с автоматической системой контроля? Или можно обойтись ручной регулировкой зазора? Для медицинских аппликаций, где важна стерильность и точность дозировки, без прецизионной щелевой головки и чистого помещения на участке намотки — никуда. А для простой упаковки для шариков для стирки, может, и не нужно так заморачиваться.
И третий, часто упускаемый из виду фактор — будущие планы. Сейчас запускаешь пленку толщиной 50 микрон, а через полгода рынок запросит 20 микрон или, наоборот, 120. Линия должна иметь запас по регулировкам, по производительности экструдера, по ширине полотна. Потому что ?докупить? потом еще один цилиндр или растянуть калибровочную установку — это чаще всего невозможно. Лучше сразу закладывать модульность и возможность модернизации.
Сердце линии: экструдер и формование
Здесь все упирается в стабильность. Можно поставить самый дорогой двухшнековый экструдер с коническими шнеками, но если система подачи и дозирования сырья (особенно если это гигроскопичные гранулы PVA) работает с перебоями, то о стабильном расплаве можно забыть. Видел на одном производстве, где использовали обычный бункер-питатель без осушения. Влажность в цеху подскакивала — и сразу начинались проблемы с гелеобразованием, пузырями в пленке. Пришлось в срочном порядке ставить бункер-сушилку с десикантом. Поэтому смотри не только на марку экструдера, но и на всю систему подготовки сырья.
Головка (фильера). Для водорастворимой пленки почти всегда используется щелевая головка. Но щель щели рознь. Материал уплотнителей (чтобы расплав не подтекал), качество полировки каналов, равномерность прогрева по всей ширине — мелочей не бывает. Однажды наблюдал, как на новой линии постоянно была ?полосатость? по краям полотна. Оказалось, термопары в головке были установлены неравномерно, и температурный профиль был ?горбом?. Пока не переделали — мучились.
И не забудь про систему очистки. PVA, если он застынет в головке или в фильтрах, — это кошмар. Должна быть предусмотрена возможность быстрой и, что важно, полной разборки и промывки узлов. Лучше — с подачей промывочного состава прямо в систему. Иначе простой на плановую чистку будет съедать львиную долю времени.
От формования до намотки: зона риска
После головки пленка попадает на охлаждающий вал (холодильный цилиндр). Вот здесь — ключевой момент для глянца и плоскостности. Вал должен быть идеально ровным, с точной системой термостатирования. Температура вала — это один из главных рычагов управления кристалличностью пленки, а значит, и ее прочностью и скоростью растворения. Частая ошибка — экономия на системе охлаждения вала. Дешевый чиллер не держит температуру, она ?плывет? на пару градусов — и ты уже получаешь партию с разной степенью усадки. Проверяй не паспортные данные чиллера, а реальную стабильность на объекте у других производителей.
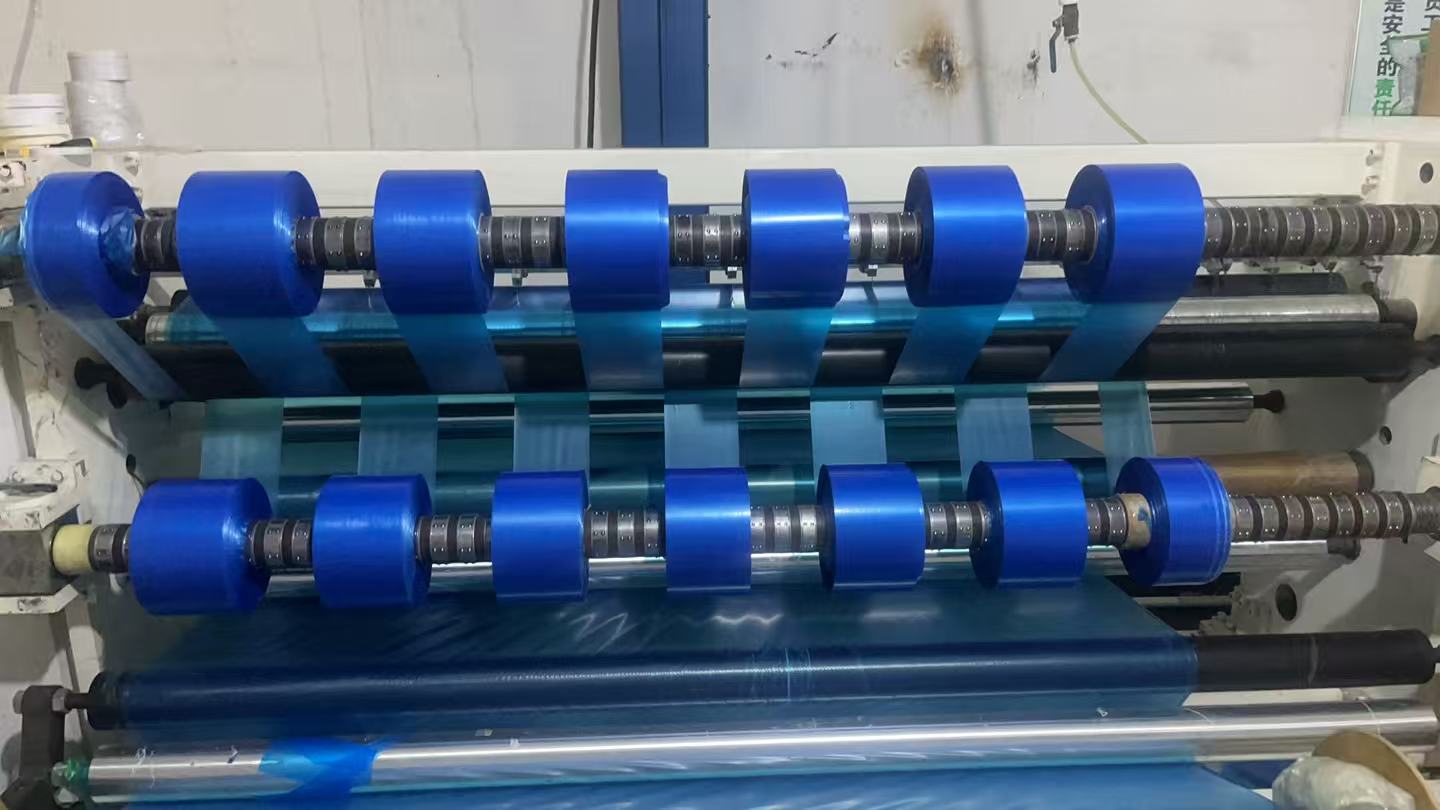
Далее — система вытяжки и намотки. Для тонких пленок особенно критично бесступенчатое регулирование натяжения. Слишком слабое натяжение — полотно будет ?гулять?, намотка получится рыхлой, с ?петухами?. Слишком сильное — пленка начнет необратимо вытягиваться (ориентация), что изменит все ее физико-химические свойства. Хорошая система намотки имеет несколько контуров регулирования и инерционный ролик для демпфирования рывков. Помню, как на старой линии из-за резкого старта мотора намотки постоянно рвало начало рулона. Решили только установкой частотного преобразователя с плавным разгоном.
И, конечно, контроль. Обязательна хотя бы проходная система измерения толщины (например, бета-датчики). Без нее ты работаешь вслепую. Рулон может быть красивым снаружи, а внутри иметь такой разброс по толщине, что на упаковочной машине заказчика она будет постоянно рваться. Это прямой путь к рекламациям. Лучше, если система контроля будет связана с автоматической регулировкой зазора в головке, но это уже следующий уровень и инвестиции.
Вспомогательное оборудование: без чего не обойтись
Не стоит недооценивать ?мелочи?. Система рециркуляции обрезков кромки. Для водорастворимой пленки это не просто дробилка и подача обратно в бункер. Материал очень чувствителен к перегреву. Если просто перемалывать обрезок и засыпать его в основную массу сырья без точной дозировки и, возможно, дополнительной грануляции, получишь неоднородность расплава. Лучше, когда есть отдельный мелкий экструдер для переработки обрезка, который потом в определенной пропорции подмешивает регранулят к основному сырью.
Система очистки воздуха в зоне намотки. Пыль и волокна — злейшие враги. Они прилипают к горячему полотну и остаются в нем намертво, создавая точки разрыва. Электростатические нейтрализаторы и воздушные завесы — must have, особенно если в цеху нет общей системы климат-контроля.
Упаковка готовых рулонов. Казалось бы, что тут сложного? Но если пленка гигроскопична, ее нужно паковать сразу в барьерный пакет (например, с алюминиевым слоем) и, возможно, с силикагелем. Иначе при хранении или транспортировке она наберет влагу, слипнется и станет непригодной. Продумай этот участок заранее, чтобы не нести убытки от испорченной готовой продукции.
Опыт, поставщики и реалии рынка
Теория — это одно, а обкатка линии — совсем другое. Всегда закладывай время и бюджет на пусконаладку и обучение персонала. Поставщик оборудования должен не только продать, но и обеспечить реальную техническую поддержку. Идеально, если у него есть демонстрационный центр, где можно ?пощупать? линию в работе именно на твоем типе сырья. Сейчас многие китайские производители вышли на очень достойный уровень. К примеру, компания ООО Чжучжоу Ланьхай Упаковка (сайт — https://www.watersolublefilm.ru), которая работает с 2007 года, предлагает не просто станки, а комплексные решения. У них свой завод площадью более 10 000 кв.м., где они, что важно, сами производят водорастворимую пленку. То есть их инженеры знают процесс изнутри, со всеми его подводными камнями. Они могут собрать линию под конкретные задачи, а не продать типовой набор агрегатов. Для меня такой опыт поставщика — большой плюс.
Не гонись за максимальной автоматизацией, если у тебя нет специалистов, которые смогут ее обслуживать. Лучше надежная, немного ?ручная? линия, которая стабильно работает, чем роботизированный комплекс, который большую часть времени стоит в ожидании сервис-инженера из другой страны. Все программы и датчики должны быть доступны для настройки и ремонта силами твоей команды.
И последнее. Прежде чем подписывать контракт, попроси поставщика предоставить контакты других клиентов, которые уже купили и запустили аналогичную линию. Позвони им, спроси про реальную производительность, про проблемы, с которыми столкнулись, про реакцию сервиса. Это самый честный отзыв. Один такой разговор может сэкономить тебе кучу нервов и денег в будущем.
Выбор линии — это инвестиция на годы вперед. Это не тот случай, где можно сэкономить. Смотри шире, думай о том, что будешь производить завтра, задавай неудобные вопросы поставщикам и прислушивайся к опыту тех, кто уже прошел этот путь. Удачи в цеху, там ждет много интересной работы.